24小時咨詢熱線:
18836269550
近期相信大家都對“輸送機的焊接方法”這個話題比較感興趣,要想知道這個話題答案,那么我們首先要了解一些與之相關的內容,坤威機械的小編精心整理了該話題的相關內容,那么下面就讓坤威機械的小編帶大家一起了解一下吧!
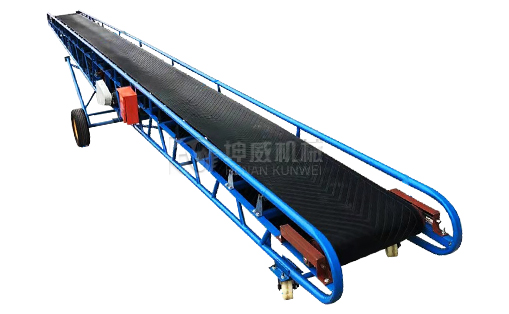
輸送機支撐架焊條電弧焊的焊接工藝
(1)引弧
劃擦法---先將焊條指向焊件,再將焊條像劃火柴似的在焊件表層輕輕地劃擦,點燃電弧,隨后快速將焊條提到2-4mm,并使之平穩點燃,
敲打法---將焊條尾端指向焊件,隨后手腕子下彎,使焊條輕度碰一下焊件,再快速將焊條提到2~4mm,點燃電弧后手腕子放正,使電弧長期保持點燃。這類引弧方式不容易使焊件表層刮傷,又不會受到焊件表層尺寸、樣子的限定,因此是在生產制造中具體采取的引弧方式。但實際操作不容易把握,需提升熟練掌握。
引弧時特別注意以下事宜:
1)引弧處要無油漬、水銹,以防造成出氣孔和焊瘤。
2)焊條在與焊件觸碰后提高速率要適度,太快無法引弧,很慢焊條和焊件粘在一起導致短路故障。
(2)運條
運條是激光焊接操作過程中重要的階段,它可以直接危害焊接的表面成型和本質品質。電弧點燃后,一般情形下焊條有三個基本上健身運動:朝熔合方位慢慢送進、沿電焊焊接方位慢慢挪動、橫著晃動。
焊條朝熔合方位慢慢送進---既是因為向熔合加上金屬材料,也為了更好地在焊條融化后持續保持一定的電弧長短,因而焊條送入的效率應與焊條融化的速率同樣。不然,會產生斷弧或粘在焊件上。
焊條沿電焊焊接方位挪動---伴隨著焊條的持續融化,慢慢產生一條焊道。若焊條挪動速率很慢,則焊道會過高、過寬、外觀設計不齊整,電焊焊接金屬薄板的時候會產生燒穿狀況;若焊條的運動的速度太快,則焊條與焊件會融化不勻稱,焊道窄小,乃至產生未滿焊狀況。焊條挪動時要與正確方向成70—80度的交角,以使溶化金屬材料和爐渣引向后才,不然爐渣流入電弧的正前方,會導致焊瘤等缺點。
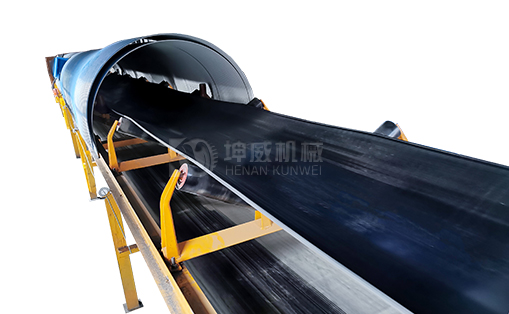
鏈板輸送機輸送機輸送線的特性與應用領域
鏈板輸送機材料:碳素鋼、不銹鋼板、熱塑性鏈,依據您的企業產品的需求可選擇不一樣總寬、不一樣樣式的鏈板輸送機來進行平面圖輸送、平面拐彎、提高、降低等規定。
(3)鏈板輸送機線的特性
1.鏈板輸送機輸送機的輸送面平整光潔,滑動摩擦力小,原材料在輸送線間的銜接穩定,可輸送各種玻璃瓶子、PET瓶、可樂瓶等原材料,也可輸送各種箱包皮具。
2.鏈板輸送機有304不銹鋼和橡膠制品等材料,規格型號種類繁多,可依據輸送原材料和技術需求采用,能達到各個領域不一樣的要求。
3.鏈板輸送機輸送機一般都能夠立即用清水清洗或立即浸泡在水中。機器設備清理便捷,能達到食品類、飲品領域對環境衛生的規定。
4.機器設備合理布局靈便。可以在一條輸送網上進行水準、歪斜和拐彎輸送。
5.機器設備構造簡易,運作穩定,維護保養便捷。
以上就是坤威機械為大家整理《輸送機的焊接方法》的全部內容了,(以上內容僅供參考,具體情況需要具體分析,并不適用于所有現場。如有問題概不負責。)如果想了解更多關于輸送機的知識,請撥打我們的電話進行聯系吧
本文標題:輸送機的焊接方法
本文作者:河南坤威機械制造有限公司
上一篇:螺旋輸送機的工作方式介紹
下一篇:螺旋輸送機在各種氣候環境的使用