24小時咨詢熱線:
18836269550
近期相信大家都對“皮帶機輸送帶廠家科學壓延細節要點歸納”這個話題比較感興趣,要想知道這個話題答案,那么我們首先要了解一些與之相關的內容,坤威機械的小編精心整理了該話題的相關內容,那么下面就讓坤威機械的小編帶大家一起了解一下吧!
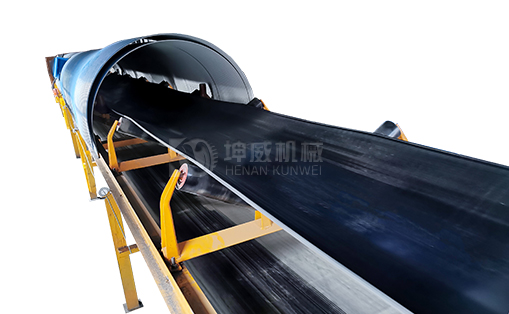
壓延是利用壓延機將膠料制成具有規定斷面厚度和寬度的光滑膠片,比如的阻燃運輸帶的內外層和中間層膠片、帶芯的緩沖層膠片、帆布層隔離膠片、耐油帶的覆蓋膠片等,運輸皮帶斷面厚度較大的膠片可分別壓延先制成較薄的幾個膠片,再規定厚度的膠片,或者將配方不同的幾層膠片貼合成符合國標的規格要求,為了將皮帶膠料分別制成表面帶有花紋、斷面同時具有一定幾何形狀的膠片,因此制造工藝中包括了橡膠壓片、膠片貼合與壓型技術;
專業輸送帶廠家在制造厚度不超過3mm的膠片時主要是通過一次壓延完成,我們稱之為壓片壓延,壓延技術的主要要求是產品表面光滑無皺褶,內部密實無氣泡、孔穴或海綿狀結構,斷面厚度均勻,各部分收縮變形一致,壓片工藝方法可以按設備種類的不同分為兩輥壓延、三輥壓延等幾種方式,同時也可采用開煉技術進行壓片,但此法制造的皮帶膠片厚度精度會偏低;
另外用四輥壓延工藝進行壓片時,膠片的收縮率較三輥壓延機的要小,但斷面厚度的精度會比較高,其壓延效應也比較大,這在工藝細節點上應加以注意,四輥壓延膠片的厚度范圍可達0.04-1mm,若運輸皮帶的膠片厚度為2-3mm時,采用三輥壓延機比較理想,為保證半成品質量,工業橡膠皮帶膠料的配方含膠率不應太高,應適當增加填料用量和相應的增塑劑用量,配加硫化油膏和再生膠來增加塑性和挺性,同時需要減少半成品的收縮率以防止例如大人字花紋運輸帶的塌扁,其收縮率一般控制在10%-30%范圍內,對于壓型膠料的塑煉和混煉質量、其停放、熱煉工藝條件和質量以及返回膠摻用比例等需要均勻并保持穩定,壓型工藝宜采用提高溫度、減慢速度或急速冷卻等有效措施;
壓延后傳送膠帶的型膠部件必須要進行充分的冷卻,方式有風冷和水冷兩種,水冷過的型膠必須用壓縮空氣吹干,不允許有水漬存在,有的要用熱風吹干,壓延出來的型膠直到卷取成卷的過程中,不允許有拉伸變形,卷取時不能因有重疊而造成變形,卷取時加塑料墊布以保證清潔,對型膠質量要求主要是在整條膠面長度上的各個截面形狀和尺寸要均勻一致,尺寸精度檢驗標準需符合國標規范,公司官方網站專業知識版塊在后續將進行詳細技術說明,歡迎您關注;
以上就是坤威機械為大家整理《皮帶機輸送帶廠家科學壓延細節要點歸納》的全部內容了,(以上內容僅供參考,具體情況需要具體分析,并不適用于所有現場。如有問題概不負責。)如果想了解更多關于輸送機的知識,請撥打我們的電話進行聯系吧
本文標題:皮帶機輸送帶廠家科學壓延細節要點歸納
本文作者:河南坤威機械制造有限公司